

Located in Chengdu, Sichuan, it pioneered the introduction of ELTECH ion-exchange membrane electrolysis technology from the United States and BERTRAMS falling film flake production technology from Switzerland, achieving the localization of high-quality potassium hydroxide. In collaboration with Bluestar Beihua Machinery, it has successfully applied ion-exchange membrane electrolysis processes, developed equipment, and localized potassium hydroxide production, addressing shortcomings and filling gaps in key areas of the industry chain. In 2022, the project "Localization of Key Processes and Equipment for High-End Potassium Hydroxide Preparation" won the second prize of Sichuan Provincial Science and Technology Progress Award, making China the third country in the world to master this technology, which has been recognized as internationally advanced.
The company actively fulfills its social responsibilities and gives back to society. As the sole supplier of chlorine disinfectants for drinking tap water in Chengdu, it was included in the first batch of key enterprises guaranteed for national epidemic prevention and control materials by the five central ministries and commissions.

Located in Kunming, Yunnan, and established in 2002, it specializes in calcium hydrogen phosphate and high-quality phosphoric acid. Its single-line production capacity of calcium hydrogen phosphate once ranked first in Asia, and its current total production capacity stands at 300,000 tons per year. It is one of the core suppliers of New Hope Liuhe.

Located in Kunming, Yunnan, and established in 2003, it is a new modern mining enterprise integrating the mining, washing, and deep processing of phosphate ore and other resources. With a phosphate ore reserve of 45 million tons, it boasts a production capacity of 500,000 tons per year.

The regional energy industry integration platform located in Guizhou boasts a total coal resource reserve of 1 billion tons and a coalbed methane reserve of 13 billion cubic meters.





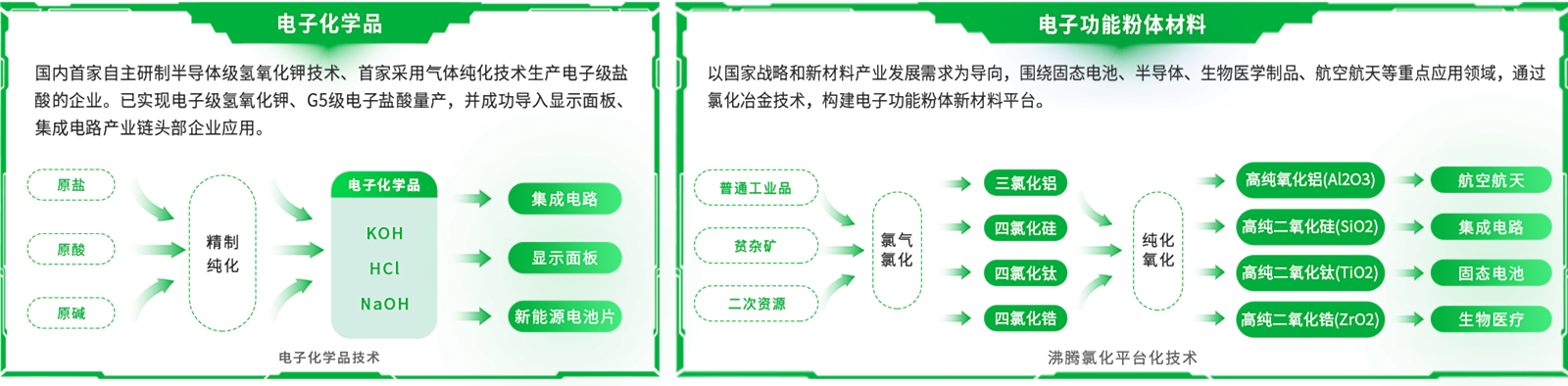
A research and development manufacturing facility spanning tens of thousands of square meters has been established, equipped with pilot plants for electronic chemicals, chlorination metallurgy, and other processes. With dedicated equipment valued at over 100 million yuan, it can produce advanced materials ranging from kilogram to kiloton scales. Additionally, it boasts comprehensive testing conditions including small-scale testing, scale-up testing, and pilot testing.

Equipped with a Class 100 analytical laboratory, which has obtained CNAS certification, and furnished with advanced analytical and testing instruments such as ICP-MS, ion chromatography, and atomic fluorescence spectrometer, we are capable of meeting the purity analysis requirements for electronic-grade materials.

The company has over 100 R&D personnel, with senior engineers and masters accounting for over one-third. Led by leading talents in the fields of chlorination metallurgy and chemical engineering, the company has established close cooperation with well-known domestic research institutes such as the Institute of Process Engineering, Chinese Academy of Sciences, Tianjin University, and Sichuan University.


























 Tel:028-65721666
Tel:028-65721666
 Address:No. 366 Jinshi Road, Jinjiang District, Chengdu City, Sichuan Province, Zhongding Internationa
Address:No. 366 Jinshi Road, Jinjiang District, Chengdu City, Sichuan Province, Zhongding Internationa
 Email:contact@newhope.cn
Email:contact@newhope.cn
 New Hope Group Official Account
New Hope Group Official Account
 New Hope Audit Official Account
New Hope Audit Official Account
 Yonghao Foundation Official Account
Yonghao Foundation Official Account
© 新希望集团2025 蜀ICP备09024865号
